船舶操控台的主体结构由三大部件构成:显示单元、电子机箱单元和操控单元。传统显控台的显示单元、电子机箱单元和操控单元的主壳体结构显示单元壳体、电子机箱壳体和操控单元壳体的材料均为铸铝。铸铝材料相对于碳纤维材料存在比重差、强度低的特点,在相同强度的前提下,利用碳纤维复合材料制成的舰艇显控台显示单元壳体、电子机箱单元壳体和操控单元壳体质量更轻,厚度更薄。碳纤维操控台箱体结构举例一款碳纤维舰船操控台,尺寸为2000*1100*800mm,整个碳纤维操控台箱体结构重量仅有61kg,与同款金属材质舰船操控台相比,碳纤维操控台重量减轻了约50%,满足使用需求。这也可以看出,碳纤维在舰船操控台箱体结构上的应用是完全可行。
一个完美碳纤维操控台的呈现离不开它的成型工艺,其中树脂传递模塑(Resign Transfer Molding,RTM)是将树脂注入到闭合模具中浸润增强材料并固化的工艺方法,也是碳纤维操控台常用的成型工艺之一。树脂传递模塑其主要工艺流程为铺层、压紧、注塑固化以及脱模。
1、铺层
由熟悉碳纤维铺层工艺的工艺人员制定工艺生产图纸,确定每一层碳纤维所用的碳纤维布层的形状和铺设要求,按照规定的数量和表面处理方法由铺层工人根据铺层工艺卡片将碳纤维布层一层一层铺设到模具中。2、压紧
碳纤维布层铺设到模具中后,进行合模。模具的阴模阳模通过定位装置合在一起,并通过螺栓压紧。
3、注塑固化
模具压紧后,通过模具注塑口向模具中注入一定温度的环氧树脂,在注入的过程中在模具内部通入循环热油,使模具的温度始终保持在一定的温度范围内,注塑完成后,保温一定时间进行脱模。注塑过程中,如果生产工艺控制不好,会导致在碳纤维复合材料内部产生气泡,从而影响碳纤维复合材料的性能,为能有效的消除气泡采用以下方法:
使模具内部真空度保持为1*10^(5)Pa时,树脂穿透空隙,从而大幅度降低空隙率,纤维被完全浸润。
在进行注塑的过程中,使模具整体处于振动状振动会产生高的剪切速度,使树脂粘度下降,从而改变了树脂的流动,充分浸渍预成型体,提高树脂的的固化交联度,降低气泡含量。
4、脱模
将压紧模具的螺钉松开,凸模和凹模脱离,此时碳纤维毛坯件位于凹模中,使用特制起模工具进行起模,形成碳纤维毛坯件。
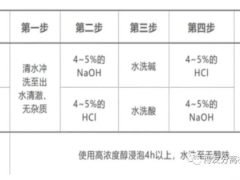
脱模完成后,碳纤维毛坯件表面较为粗糙,边缘毛刺较多,为了便于拼接,需对拼接面进行表面处理和去毛刺。表面处理和去除毛刺后,对分型毛坯件进行机加工,机加工拼接孔。
在拼接工装的辅助作用下,将分型件按照图纸要求,在拼接面处涂粘结剂,并采取一定措施进行紧固。在工装的固定下,保持一定的时间等粘结剂完全凝固,从而形成整型毛坯件。
在经过成型之后,还需对特殊的装配表面和安装孔及安装面进行机加工,从而形成喷漆前的机加工件。机加工件再进行表面喷涂,由于舰船操控台需要具备电磁屏蔽效果,还需在内表面涂导电漆,经过多道工序后才能制造出一个完整的碳纤维操控台产品。
文章来源:船舶新材料
原标题:《【复材资讯】船舶操控台的碳纤维复合材料RTM成型工艺》